退火是一個(gè)通用術(shù)語(yǔ),整個(gè)過程包括加熱和適當(dāng)溫度保溫及后續(xù)以恰當(dāng)?shù)睦鋮s速度冷卻,主要作用是軟化金屬材料。一般而言,退火在爐中加熱,但有時(shí)也用感應(yīng)加熱,特別是需要有效地快速加熱產(chǎn)品情況,如鋼絲冷拔后的退火。1 冶金學(xué)原理
一般來(lái)說(shuō),普通碳鋼經(jīng)退火后形成鐵素體-珠光體的顯微組織(圖1 ) 。對(duì)鋼件進(jìn)行退火處理的目的是便于冷加工或車加工、改善力學(xué)性能或電氣性能、提高尺寸穩(wěn)定性。雖然沒有一種退火工藝能夠達(dá)到真正的平衡狀態(tài),但可近似認(rèn)為其達(dá)到平衡狀態(tài),因此通過鐵碳相圖(圖2 ) 可以更好地理解退火工藝。
為定義各種類型的退火,一般按轉(zhuǎn)變溫度和臨界溫度進(jìn)行區(qū)分。臨界溫度是開始轉(zhuǎn)變和完全轉(zhuǎn)變成形成奧氏體的溫度。鐵碳相圖(圖2 ) 中給出了平衡臨界溫度,即亞共析鋼的A1、A3點(diǎn)和過共析鋼的A1、Acm點(diǎn)。必須指出的是,由于非平衡作用的影響,臨界冷卻溫度Ar1、Ar3 和Arcm (其后綴 “r ” 是表示法語(yǔ)單詞 refroidissement, 意思是冷卻)低于相應(yīng)的A1、Ar3 和Arcm平衡溫度;而加熱溫度Ac1、Ac3 和Accm(后綴 “c” 麥?zhǔn)痉ㄎ膯卧~ chauffage,意思是加熱) 高于相應(yīng)的Ar1、Ar3 和Arcm平衡溫度。各種合金元素顯著影響這些臨界溫度,如鉻元素可提高共析溫度A1, 錳元素可降低共析溫度A1 。有公式可以根據(jù)鋼實(shí)際化學(xué)成分可以計(jì)算出臨界溫度上限和臨界溫度下限。
2 退火工藝
實(shí)際上,退火是按照工藝的具體目的、加熱溫度、冷卻方法來(lái)劃分的。最高溫度可能有幾種情況:低于臨界溫度下限A1 (亞溫退火);高于亞共析鋼的A1 但低于臨界溫度上限A3 , 或低于過共析鋼的Acm (不完全退火);或者高于A3(完全退火)。圖2 中已做出相關(guān)說(shuō)明。因?yàn)闇囟雀哂贏1 時(shí)會(huì)產(chǎn)生奧氏體,轉(zhuǎn)變過程中的冷卻是獲得期望的顯微組織和性能的關(guān)鍵因素。相對(duì)應(yīng)地,將鋼件加熱至高于A1 點(diǎn),再經(jīng)過連續(xù)緩冷或在稍低于A1下的等溫?zé)崽幚恚稍诤线m的時(shí)間內(nèi)轉(zhuǎn)變成期望的顯微組織。在適當(dāng)?shù)臈l件下,兩次或多次退火可組合使用,以便獲得期望的結(jié)果。是否成功退火取決于正確選擇和控制熱處理過程,有其特定的冶金學(xué)原理。2.1 亞溫退火
亞溫退火與奧氏體的形成無(wú)關(guān)。鋼件的先前狀態(tài)因熱激活作用而發(fā)生改變。熱激活工序包括回復(fù)、再結(jié)晶、晶粒長(zhǎng)大和碳化物聚集。鋼件先前狀態(tài)是很重要的因素。在軋制或鍛造的亞共析鋼中有鐵素體和珠光體,通過亞溫退火可以調(diào)整這兩種組分的硬度,但是需要在某一溫度下保持較長(zhǎng)時(shí)間,使基體軟化。對(duì)于硬化和冷加工鋼材,再結(jié)晶很容易形成新的鐵素體晶粒,而亞溫退火是最有效的處理方法。退火的加熱溫度越接近A1 , 軟化速度越快。從亞溫退火溫度開始的冷卻基本不影響已經(jīng)形成的顯微組織和最終性能。2.2 不完全退火
當(dāng)鋼的溫度超過A1 時(shí),奧氏體開始形成。接近A1 溫度時(shí),碳的溶解度突然增大(接近1%) 。對(duì)于亞共析鋼而言,A1 和A3 溫度之間進(jìn)行不完全退火加熱時(shí)其平衡組織為鐵素體和奧氏體,當(dāng)退火加熱溫度高于A3 時(shí),組織變成單一的奧氏體。然而,不能在瞬間得到鐵素體和奧氏體的混合平衡組織。圖3 所示,為普通共析碳鋼奧氏體化速度與溫度的關(guān)系。▲圖3 普通共析碳鋼奧氏體化速度與溫度的關(guān)系注:采用 875℃ (1610℉)正火后,原始組織為細(xì)片狀珠光體。圖中左側(cè)第一條線顯示珠光
未溶解碳化物可能存在,特別是奧氏體化溫度時(shí)間較短或加熱溫度接近A1 , 導(dǎo)致奧氏體不均勻。在過共析鋼中,在A1 和Acm 兩相溫度區(qū)加熱,碳化物和奧氏體會(huì)共存,奧氏體的均勻性取決于時(shí)間和溫度。影響組織均勻性的奧氏體化溫度是影響退火組織和性能的一個(gè)重大因素。更高的奧氏體化溫度下可獲得更均勻的組織,便于冷卻時(shí)形成片狀碳化物組織。處于兩相區(qū)的低奧氏體溫度下獲得不太均勻的奧氏體,便于形成球狀碳化物。
鋼加熱至高于A1 溫度時(shí)轉(zhuǎn)變成奧氏體,當(dāng)緩慢冷卻至低于A1 溫度時(shí)重新轉(zhuǎn)變成鐵素體和碳化物。奧氏體分解速度和形成片狀還是球狀碳化物,主要取決于轉(zhuǎn)變溫度。如果奧氏體轉(zhuǎn)變略低于A1 溫度,則分解緩慢,轉(zhuǎn)變產(chǎn)物究竟是粗球狀碳化物還是粗片狀珠光體,取決于鋼的化學(xué)成分和奧氏體化溫度,該轉(zhuǎn)變產(chǎn)物很軟。但是,如果要獲得最大限度的柔軟度,那么在等溫?zé)崽幚碇行枰诘陀贏1 下保持較長(zhǎng)時(shí)間,以獲得低的轉(zhuǎn)變速率,或者是連續(xù)冷卻時(shí)采用非常緩慢的冷卻速度。如果想在最短時(shí)間內(nèi)獲得期望的組織結(jié)構(gòu)和硬度,等溫處理比連續(xù)緩慢冷卻更有效。但有時(shí),合適的退火設(shè)備或退火鋼件的質(zhì)量要求使得連續(xù)緩冷成為唯一可行的選擇。所以,等溫退火并不適合所有場(chǎng)合。當(dāng)轉(zhuǎn)變溫度下降時(shí),奧氏體通常迅速分解,轉(zhuǎn)變產(chǎn)物更硬,也更多地呈片狀,相對(duì)于在A1 時(shí)的轉(zhuǎn)變產(chǎn)物更細(xì)。在較低的轉(zhuǎn)變溫度下,轉(zhuǎn)變產(chǎn)物變成更硬的鐵素體和碳化物的混合物,因此可能會(huì)使完成等溫轉(zhuǎn)變的時(shí)間進(jìn)一步增加。目前已發(fā)表的很多鋼種的奧氏體等溫轉(zhuǎn)變或連續(xù)轉(zhuǎn)變圖。這些等溫轉(zhuǎn)變和連續(xù)轉(zhuǎn)變圖有助于特定鋼種的退火熱處理工藝設(shè)計(jì)。但是,因?yàn)榇蠖鄶?shù)出版的轉(zhuǎn)變圖只表達(dá)了完全奧氏體化轉(zhuǎn)變,以及相對(duì)均勻的狀態(tài),而這并不是退火中理想的或能獲取的狀態(tài),因此其應(yīng)用受到了限制。在連續(xù)退火過程中,不完全退火是獲得兩相和三相顯微組織的一種調(diào)節(jié)手段,最終獲得的顯微組織為鐵素體基體上分布著島狀馬氏體。根據(jù)溶解在奧氏體中的合金成分和冷卻條件不同,奧氏體可能不會(huì)完全轉(zhuǎn)變,其顯微組織為鐵素體基體上分布馬氏體或殘留奧氏體。
2.2.1 轉(zhuǎn)變后的冷卻
奧氏體完全轉(zhuǎn)變后,當(dāng)冷卻到室溫時(shí)會(huì)發(fā)生一些冶金學(xué)結(jié)果。特別緩慢的冷卻可能會(huì)導(dǎo)致碳化物聚集,結(jié)果是進(jìn)一步軟化鋼材,但其效果不及高溫轉(zhuǎn)變。因此,當(dāng)轉(zhuǎn)變完成后沒有特別的原因要求緩慢冷卻,可將鋼材自轉(zhuǎn)變溫度進(jìn)行快速冷卻,便于減少總時(shí)間,也便于操作。如果已經(jīng)使用緩慢連續(xù)冷卻,冷卻時(shí)需要控制的最終溫度由鋼的轉(zhuǎn)變特點(diǎn)決定。然而,因?yàn)殇摰馁|(zhì)量或需要防止氧化等實(shí)際問題,奧氏體轉(zhuǎn)變結(jié)束后仍然需要爐中緩慢冷卻。
2.2.2 原始組織的影響
原始組織的碳化物越細(xì)或分布越均勻,在高于A1 溫度下的奧氏體形成速度越快,并接近完全均勻化。因此,原始組織會(huì)影響退火反應(yīng)。當(dāng)想在退火組織中獲得球狀碳化物時(shí),有時(shí)會(huì)在低于A1 溫度以下預(yù)熱,使得碳化物聚集,目的是阻礙或者說(shuō)防止其在后續(xù)加熱過程中溶解進(jìn)奧氏體。奧氏體轉(zhuǎn)變時(shí),未溶碳化物的存在或奧氏體中的濃度差促使形成球狀碳化物,而不是片狀碳化物。預(yù)熱促進(jìn)球化的方法主要用在亞共析鋼,但對(duì)某些過共析低合金鋼也有效。2.3 超臨界或完全退火
一般的退火工藝是將亞共析鋼加熱至高于臨界溫度上限(A3 ) , 以獲得完全奧氏體化組織,這種工藝稱為完全退火。對(duì)于亞共析鋼(碳的質(zhì)量分?jǐn)?shù)小于0. 77%) , 超臨界退火(也就是在A3 溫度以上) 發(fā)生在奧氏體區(qū)域(在退火溫度下加熱鋼完全奧氏體化)。然而對(duì)于過共析鋼(碳的質(zhì)量分?jǐn)?shù)大于0. 77%) , 退火發(fā)生在高于A1 溫度,這是雙相奧氏體-滲碳體區(qū)域。圖3 中顯示了疊加在鐵碳相圖上的完全退火溫度范圍。一般來(lái)說(shuō),對(duì)于亞共析鋼而言高于A3 溫度50℃ (100℉), 對(duì)于過共析鋼而言高于A1 溫度50℃ (100℉)的退火溫度是恰當(dāng)?shù)摹?/span>奧氏體化時(shí)間和完全退火鋼。過共析鋼在奧氏體化溫度下保持較長(zhǎng)時(shí)間可以變得特別軟。雖然在奧氏體化溫度下的保溫時(shí)間可能對(duì)實(shí)際硬度僅有一點(diǎn)點(diǎn)影響(如從 241HBW 到 229HBW 的變化), 但主要還是對(duì)切削性能和冷成形性能影響大。對(duì)于過共析鋼而言,因?yàn)閵W氏體中殘余碳化物是逐漸聚集長(zhǎng)大的,所以進(jìn)行長(zhǎng)時(shí)間的奧氏體化是有效的。較粗的碳化物有利于獲得較軟的最終產(chǎn)物。對(duì)于低碳鋼而言,當(dāng)溫度高于A1 時(shí),碳化物變得不穩(wěn)定,并可能溶解進(jìn)入奧氏體,雖然溶解速度可能很慢。對(duì)于近似于共析成分的鋼,如果奧氏體化較長(zhǎng)時(shí)間,通常會(huì)形成片狀轉(zhuǎn)變產(chǎn)物。在稍高于A1 溫度下的長(zhǎng)時(shí)間保溫,其溶解碳化物和消除碳濃度差的效果與高溫短時(shí)保溫效果一致。
3 退火指南
佩森(Payson) 整合先前討論的冶金學(xué)原理總結(jié)出以下7條規(guī)則,這些規(guī)則可以作為制訂成功、有效的退火工藝方案的指南:規(guī)則1: 退火后完全均勻奧氏體化鋼轉(zhuǎn)變?yōu)橥耆瑺钪楣怏w組織,但是不均勻奧氏體化鋼轉(zhuǎn)變成近球狀退火碳化物。 規(guī)則2: 通常使鋼最軟的方法是在不高于A1 溫度以上55℃ (100℉)奧氏體化,并在低于A1 溫度以下55℃ (100℉)進(jìn)行轉(zhuǎn)變。規(guī)則3: 因?yàn)榈陀贏1 溫度以下55℃ (100℉)完全轉(zhuǎn)變需要非常長(zhǎng)的時(shí)間,因此允許絕大多數(shù)的轉(zhuǎn)變?cè)诟叩臏囟认逻M(jìn)行,形成較軟的產(chǎn)物,然后在低溫下完成轉(zhuǎn)變,這樣完全轉(zhuǎn)變的時(shí)間會(huì)較短。規(guī)則4: 鋼奧氏體化后,迅速冷至轉(zhuǎn)變溫度可以縮短退火周期。規(guī)則5: 鋼完全轉(zhuǎn)變后,在該轉(zhuǎn)變溫度下已形成需的顯微組織和硬度,然后使其迅速冷至室溫, 可以縮短退火總時(shí)間。規(guī)則6: 為確保碳的質(zhì)量分?jǐn)?shù)為0. 70%~0. 90%的工具鋼和其他低合金中碳鋼退火后產(chǎn)生較少的片狀珠光體,通常在奧氏體化和轉(zhuǎn)變前低于下臨界溫度A1 約28℃ (50℉)預(yù)熱幾小時(shí)。規(guī)則7: 對(duì)于過共析合金工具鋼、為獲得最低退火硬度,在奧氏體化溫度加熱較長(zhǎng)時(shí)間(約10~15h) 、然后按照前述方法進(jìn)行轉(zhuǎn)變。在掌握了臨界溫度和轉(zhuǎn)變特征的同時(shí)進(jìn)行等溫轉(zhuǎn)變處理是可行時(shí),可以最有效地運(yùn)用這些規(guī)則。
4 退火溫度
從實(shí)踐意義上說(shuō),大部分退火是根據(jù)經(jīng)驗(yàn)來(lái)操作進(jìn)行的。對(duì)于許多退火應(yīng)用,可以簡(jiǎn)單地定義為鋼在爐內(nèi)從指定的退火溫度(奧氏體化溫度)冷卻。表1中給出了小尺寸碳鋼鍛件完全退火的溫度和硬度,表2中給出了合金鋼的推薦退火溫度(爐冷)和硬度。
▼表2 合金鋼的推薦退火溫度(爐冷)和硬度
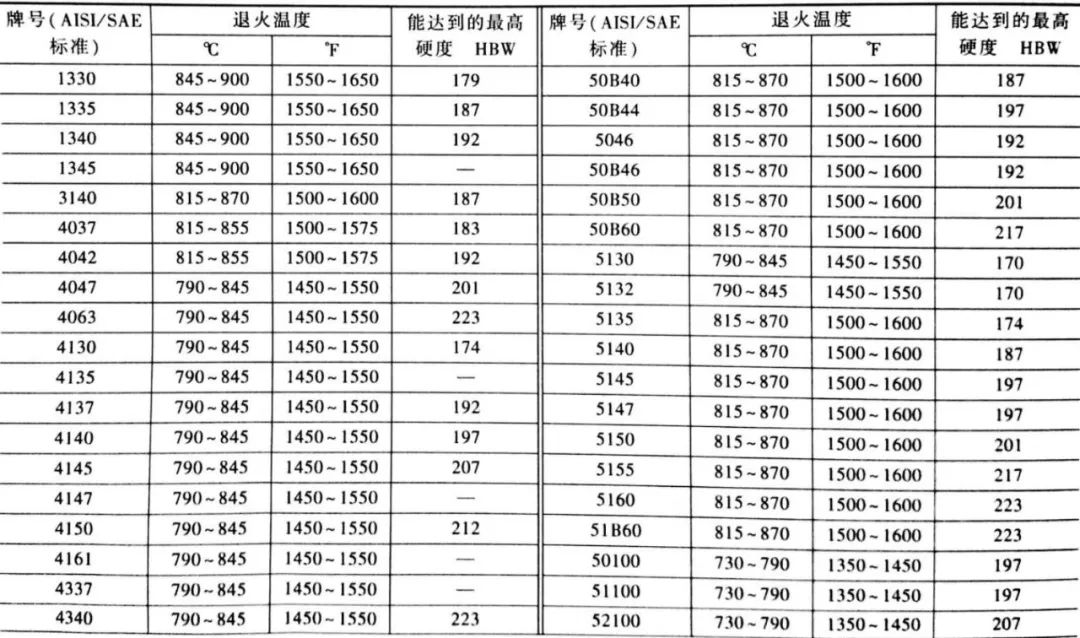
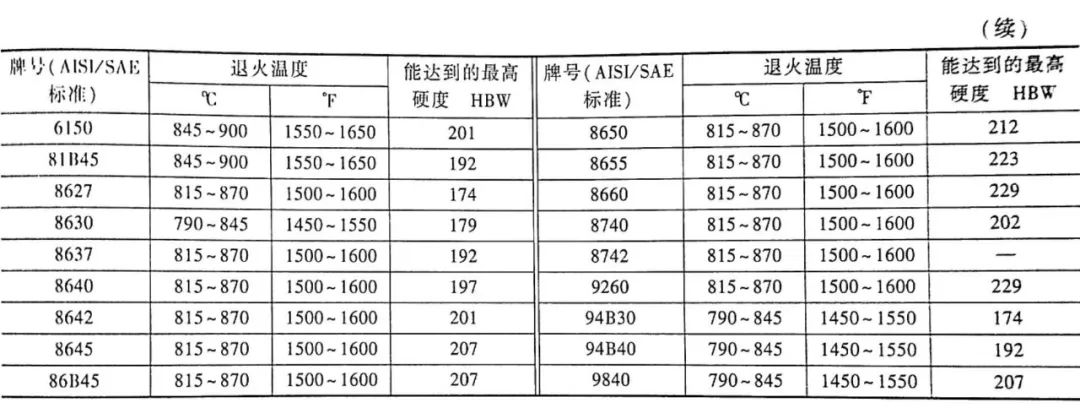
表2 中給出了加熱工藝中形成珠光體組織的奧氏體化溫度上限值。當(dāng)使用較低的溫度時(shí),獲得的組織主要是球狀組織。當(dāng)某一合金鋼需要通過退火后獲得特定的顯微組織,則需要更高控溫和退火冷卻控制精度:表3中提供了合金鋼的推薦退火溫度和時(shí)間。
▼表3 合金鋼的推薦退火溫度和時(shí)間
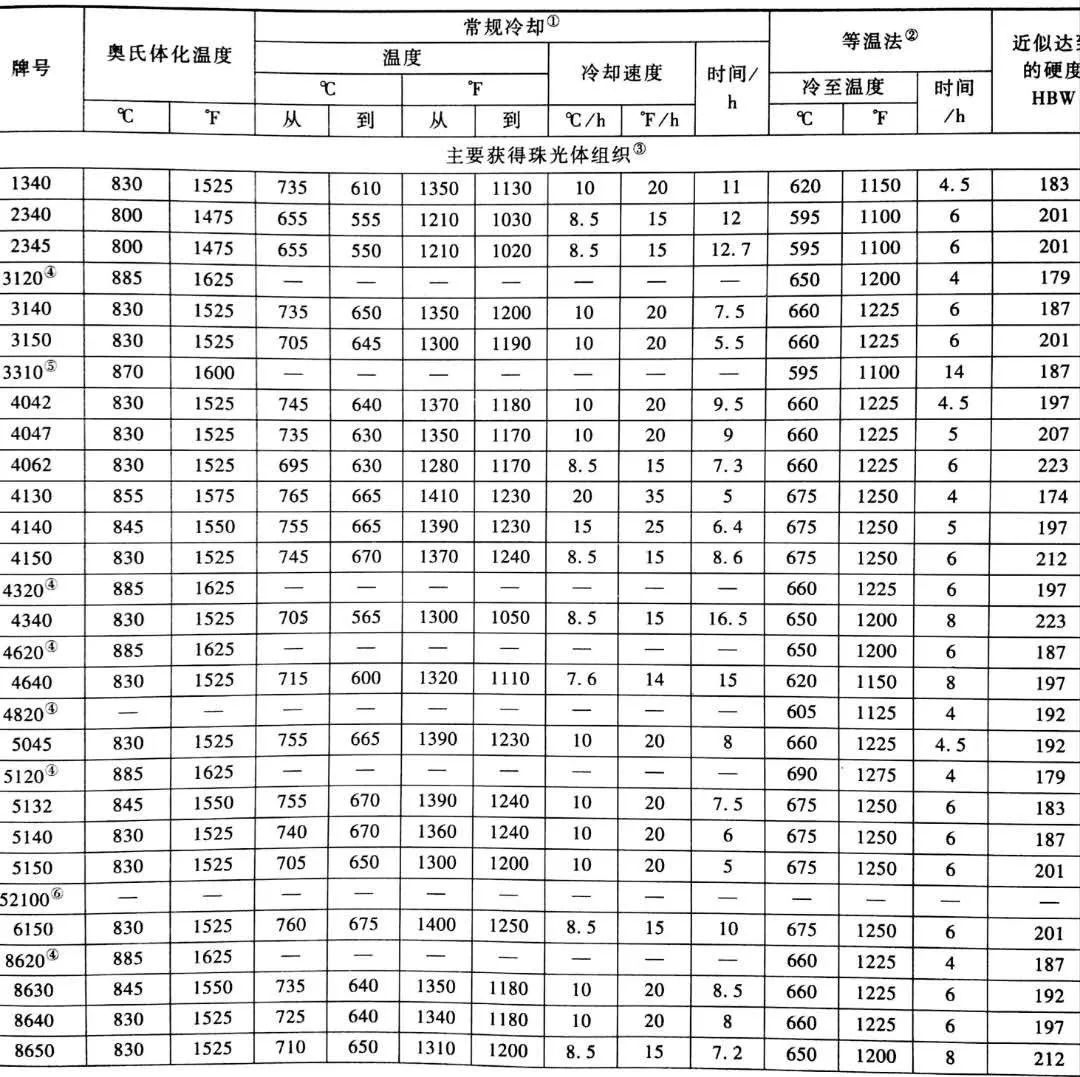
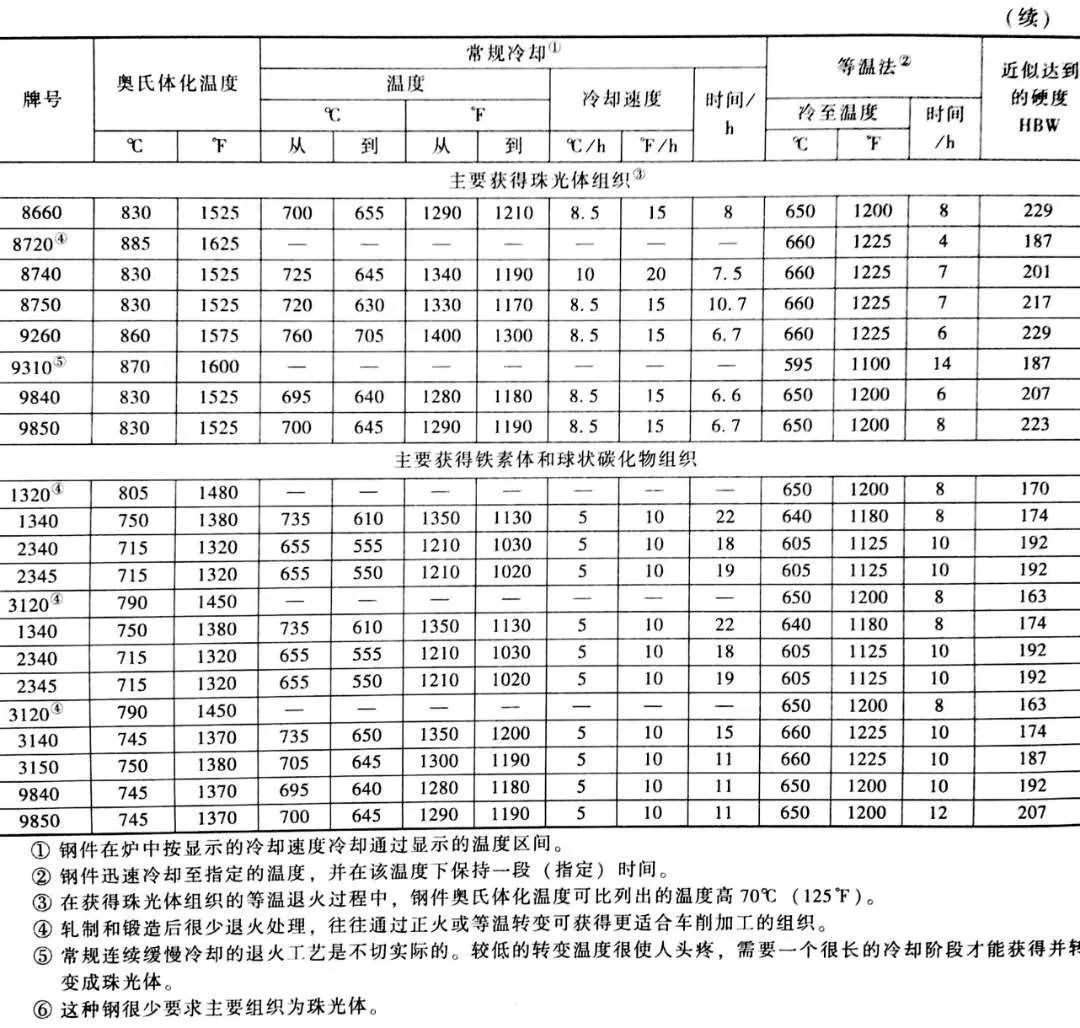
通過等溫退火獲得珠光體組織時(shí),特別是對(duì)于鍛件,所選擇的奧氏體化溫度幾乎比表3 中的數(shù)居要高出70℃, 其目的就是縮短奧氏體化時(shí)間。對(duì)于表3 中的大多數(shù)鋼進(jìn)行退火時(shí),可以將先加熱至奧氏體化溫度,然后按控制的冷卻速度在爐中冷卻,或者迅速冷卻并保持在低溫下進(jìn)行等轉(zhuǎn)變。兩種工藝可得到幾乎相同的硬度,但是等溫轉(zhuǎn)變需要的時(shí)間明顯更短。
5 球化退火
進(jìn)行球化退火的主要目的是提高鋼材的冷成形性能,提高過共析鋼和工具鋼的切削加工性能。冷成形時(shí)希望鋼的組織為球化組織,因?yàn)樗山档筒牧狭鲃?dòng)阻力。流動(dòng)阻力由鐵素體和碳化物的比例和分布決定。鐵素體強(qiáng)度取決于晶粒尺寸、一些鐵素體強(qiáng)化合金添加元素(如硅或錳)、冷卻速度。形成碳化物是片狀珠光體還是球狀珠光體會(huì)從根本上影響鋼的成形性能。鋼材可以球化,也就是說(shuō)通過加熱和冷卻后在鐵索體基休上產(chǎn)生球狀碳化物。圖4 所示為1040 鋼在700℃下保溫 21h 后獲得的球化組織。
▼圖4 1040鋼在700℃下保溫21h 后獲得的球化組織
注:4%苦味酸乙醇腐蝕,放大倍數(shù)為1000倍1) 延長(zhǎng)低于Ae1 溫度下的保溫時(shí)間。2) 在高于Ac1和低于Ar1兩溫度之間交替加熱和冷卻。3) 加熱至稍高于Ac1 溫度,然后在爐中緩慢冷卻或在稍低于Ar1 溫度下保溫。4) 在所有碳化物溶解的最低溫度以合適的冷卻速度冷卻、防止形成網(wǎng)狀碳化物。然后按第一或第二個(gè)方法重新加熱(適用于含有碳化物同狀的過共析鋼)。應(yīng)該注意的是,很難建立與臨界溫度一致的下標(biāo)。在討論延長(zhǎng)保溫時(shí)間的加熱時(shí),臨界溫度是平衡溫度Ae1, 和Ae3。在討論未指定速度和未指定保溫時(shí)間的加熱冷卻時(shí),技術(shù)術(shù)語(yǔ)變得更隨意。圖3 中顯示了亞共析鋼和過共析鋼球化退火的溫度范圍。采用這些方法的球化率取決于原始組織,而最好的原始組織是碳化物細(xì)小彌散的淬火組織。亞溫球化處理前的冷加工也會(huì)增加球化退火時(shí)的反應(yīng)速度。圖5 所示為圖1 中1040鋼原始組織對(duì)球化的影響。其中,圖5 a)所示為原始組織是馬氏體的1040鋼在700℃ (1290°F) 保溫 21h 后的球化狀態(tài),圖5 b)所示為原始組織是鐵素體-珠光體的1040鋼在同樣的溫度下保溫相同的時(shí)間后的球化狀態(tài)。原始組織為馬氏體的1040鋼已發(fā)生球化時(shí),而原始組織為鐵素體-珠光體顯微組織的同種鋼材才剛開始球化。▲圖5 1040鋼原始顯微組織對(duì)球化的影響b) 原始組織為鐵素體-珠光體(完全退火態(tài))圖6 所示為在700℃ (1290°F)下保溫 200h后,原始組織為鐵素體-珠光體的鋼已完成球化轉(zhuǎn)變,但仍可看到存在少量的珠光體區(qū)域。在700℃ (1290°F) ×200h的球化狀態(tài)對(duì)于完全球化退火,奧氏體化溫度一般采用稍高于Ac1 或介于Ac1 和Ac3 之間的溫度。假如采用稍高于Ac1 的溫度,為得到正確的結(jié)果,設(shè)備必須有良好的加載特性和準(zhǔn)確的溫度控制功能;否則,有可能達(dá)不到Ac1 , 就不會(huì)發(fā)生奧氏體化。低碳鋼很少球化處理后用于車削加工,因?yàn)榍蚧蟮倪@類鋼過于軟和黏,切削時(shí)會(huì)產(chǎn)生長(zhǎng)尺寸、高韌性的切屑。當(dāng)對(duì)低碳鋼進(jìn)行球化處理時(shí),一般是用于大變形量的加工。例如,當(dāng)1020 鋼管通過兩遍或三遍冷拔成形時(shí),將鋼材每次冷拔后在690℃(1275℉) 下保溫 0. 5~1h 退火后可獲得球化組織。退火后的產(chǎn)品最終硬度近似為163HBW。這種狀態(tài)的管子在后續(xù)冷成形工序中,可以承受大變形量。正如許多其他類型的熱處理,球化退火后的硬度取決于鋼材中碳和合金的含量。提高碳或合金含量,或二者同時(shí)提高,其結(jié)果是球化退火硬度提高,通常為163~212HBW (表3 )。轉(zhuǎn)變后變形不僅顯著加速了球化的動(dòng)力性,而且導(dǎo)致更高的球化等級(jí)。人們注意到,分散在奧氏體相上的細(xì)碳化物依靠珠光體反應(yīng)或離異共析轉(zhuǎn)變(DET ) 可引起共析轉(zhuǎn)變。雖然這兩種方法已經(jīng)在相當(dāng)長(zhǎng)的一段時(shí)間為人們知曉,但是,大多數(shù)的工業(yè)球化退火工藝仍是利用珠光體反應(yīng)進(jìn)行的。最近一直強(qiáng)調(diào)的是,根據(jù)轉(zhuǎn)變時(shí)間,離異共析轉(zhuǎn)變(DET ) 方法更為有效。已經(jīng)證實(shí)的是,對(duì)于過共析鋼,在較低的奧氏體化溫度和緩慢的冷卻速度(對(duì)于52100鋼奧氏體化溫度低于830℃或1525℉,冷卻速度低于500℃/h或900°F/h) 下,DET方法比珠光體反應(yīng)方法更能推進(jìn)共析轉(zhuǎn)變。在離異共析轉(zhuǎn)變反應(yīng)中,先前存在的碳化物顆粒依靠來(lái)自?shī)W氏體中的碳的擴(kuò)散直接長(zhǎng)大,導(dǎo)致最終轉(zhuǎn)變產(chǎn)物為鐵素體基體上的球狀碳化物。采用常規(guī)連續(xù)冷卻法或利用珠光體型轉(zhuǎn)變的等溫球化退火法,退火時(shí)間為10~16h, 而采用離異共析轉(zhuǎn)變(DET ) 方法球化可在1h內(nèi)完成,結(jié)果是明顯節(jié)能,同時(shí)提高了爐子的生產(chǎn)率。同時(shí),添加鉻元素可減小碳化物尺寸,而添加錳元素會(huì)加快珠光體型轉(zhuǎn)變。最近的研究顯示,按照相應(yīng)的奧氏體化溫度和時(shí)間,可通過添加鉻元素來(lái)擴(kuò)大離異共析轉(zhuǎn)變(DET ) 。
6 工序間退火
隨著冷加工過程中鋼的硬度上升、塑性降低,冷加工變得困難,所以需要對(duì)材料進(jìn)行退火,以恢復(fù)塑性。這種處理工藝步驟之間的退火稱為工序間退火,或者稱為簡(jiǎn)單的中間退火。它可能包括任何適當(dāng)?shù)奶幚磉^程。然而在大多數(shù)情況下,進(jìn)行亞(臨界)溫處理就足夠了,而且其成本低。術(shù)語(yǔ) “工序間退火” 通常指工序間的亞(臨界)溫退火。圖7 所示為工序間退火溫度區(qū)間的鐵碳相圖。通常有必要針對(duì)沖壓、頂沖、擠壓等冷成形件制訂工序間退火。對(duì)于熱加工的高碳鋼和合金鋼也需要進(jìn)行工序間退火,防止其開裂,使其軟化,以適合剪切、車削或校直。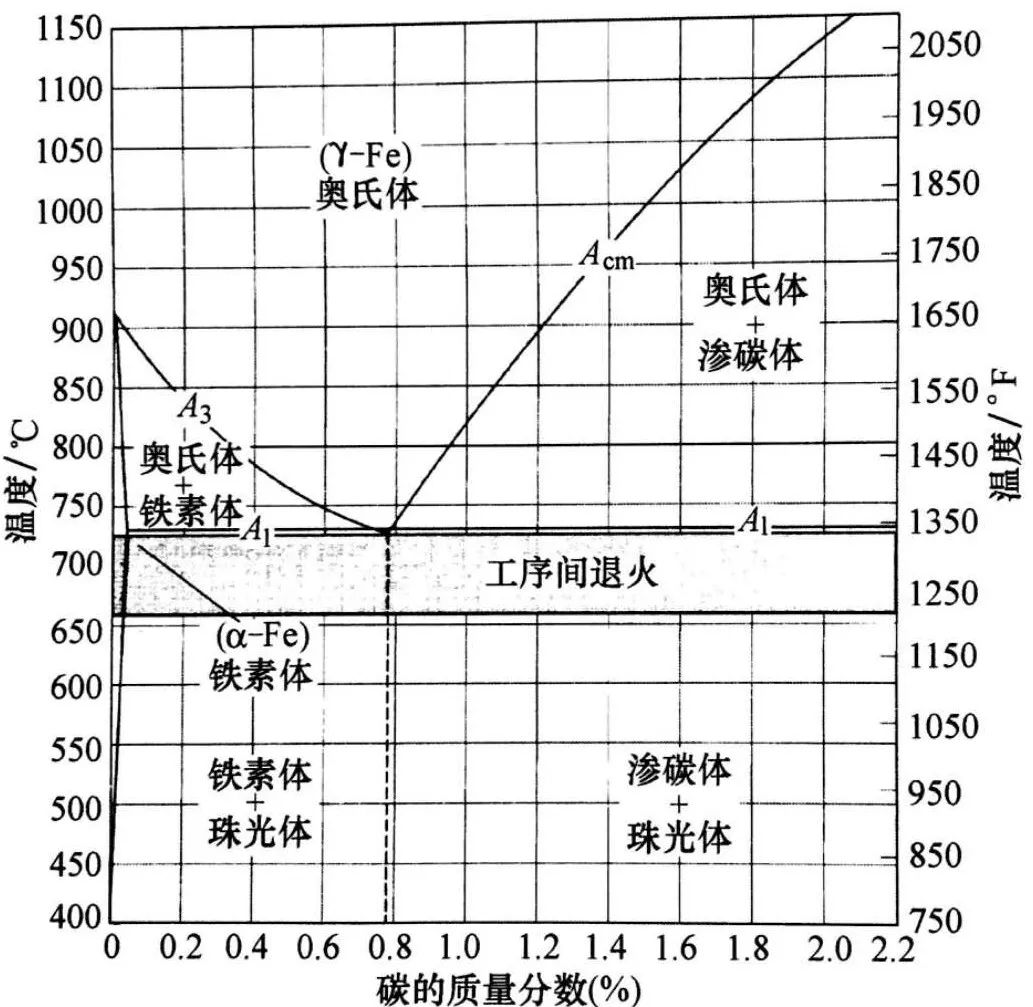
▲圖7 工序間退火溫度區(qū)間的鐵碳相圖
工序間退火一般工藝為加熱至低于Ac1 的某一溫度、保溫適當(dāng)?shù)臅r(shí)間、然后冷卻(通常在空氣中冷卻)。在大多數(shù)情況下,加熱溫度一般低于Ac1 點(diǎn)10~20℃ (20~40℉), 是形成顯微組織、硬度和力學(xué)性能的最佳組合。溫度控制是必需的,但僅僅是為了防止將材料加熱超過Ac1 溫度而達(dá)不到退火的目的。當(dāng)工序間退火僅僅用于軟化材料以適合進(jìn)行冷鋸和冷剪切時(shí),采用的加熱溫度一般低于Ac1 , 沒必要進(jìn)行精密控制。在鋼絲行業(yè),工序間退火可用作鋼絲拉拔至稍大于最終要求尺寸和拉拔至最終尺寸兩工序間的中間處理。如此制成的鋼絲稱為工序間退火鋼絲。工序間退火也用于將鋼絲制品充分軟化以適合于劇烈的鐓鍛,以及拉拔那些無(wú)法直接從熱軋棒料拔制而成的小尺寸低碳鋼和中碳鋼鋼絲。某些材料因?yàn)樗某煞只虺叽纾ɑ騼烧撸?采用工序間退火比球化退火可獲得更令人滿意的效果,這是因?yàn)榍蚧嘶鸷蟮牟牧先鄙偎苄曰虿粷M足物理性能要求而不能拉拔至最終尺寸。對(duì)工序間冷剪切的材料進(jìn)行工序間退火可提高剪切面的塑性,使剪切面適合下一步的加工。7 適合機(jī)加工的退火組織
根據(jù)可加工性,不同顯微組織和硬度的組合是非常重要的。如圖8 所示,部分球化的5160鋼軸車削時(shí)比退火后的同種鋼(珠光體組織,硬度稍高)的刀具磨損量更少、表面質(zhì)量更好。基于許多觀察可得不同碳含量的切削鋼的最佳顯微組織,見表4 。▲圖8 部分球化組織對(duì)表面質(zhì)量的影響,以及對(duì)后續(xù)車削5160鋼所用刀具壽命的影響b) 磨削刃口間隔時(shí)間 ( 壽命 min )▼表4 不同含碳量的鋼切削加工時(shí)的最佳顯微組織

機(jī)加工類型也是一個(gè)影響因素。例如,某一齒輪由5160鋼管制成,兩道機(jī)加工包括在自動(dòng)滾齒機(jī)上加工和拉削齒槽。全部球化的材料最適合搓齒操作,但是珠光體組織更適合拉削。因此,半球化組織被證明是折中的選擇。半球化組織可以通過在較低的溫度下奧氏體化,然后以高于獲得珠光體組織時(shí)的冷卻速度冷卻來(lái)獲得。獲得前面提及的5160 鋼管半球化組織的工藝是加熱至790℃ (1450℉) , 然后以28℃/h (50°F/h) 的冷卻速度冷至650℃ (1200F) 。對(duì)于這種鋼,在大約775℃ (1425°F) 溫度下奧氏體化的結(jié)果是獲得更多的球化組織和較少的珠光體。相對(duì)1095和52100等高碳鋼而言,中碳鋼更難完全球化。如果缺少過量的碳化物形核和促進(jìn)球化反應(yīng),在實(shí)際操作中從珠光體獲得完全自由的球化組織相當(dāng)困難。較低的碳含量,組織由鐵素體基體和粗片狀珠光體組成的材料是最適合機(jī)加工的。對(duì)于某些合金鋼,可以通過將鋼加熱至高于Ac3 點(diǎn),形成一種粗奧氏體晶粒,然后在Ar1 點(diǎn)以下保持,來(lái)獲得粗片狀珠光體。這個(gè)過程有時(shí)稱為循環(huán)退火或片狀退火。例如,鍛造的 4620 鋼齒輪在五區(qū)爐中被迅速加熱至980℃, 然后在一水冷區(qū)冷至625~640℃ (1160~180℉) , 然后在該溫度下保持120~150min 。最終組織為鐵素體基體上分布著粗片狀珠光體,硬度可達(dá)到 140~160HBW 。8 工業(yè)生產(chǎn)中的退火
8.1 爐型
退火爐主要有兩種基本類型:間歇爐和連續(xù)爐。對(duì)于這兩類爐,可根據(jù)其配置、使用燃料類型、加熱方式、爐內(nèi)負(fù)載通過方式或支撐方式進(jìn)一步細(xì)分。另外選擇爐型時(shí)需考慮的因素有成本、退火周期類型、需要的氣氛、需要退火零件的物理待性。然而,在很多情況下是根據(jù)可用的設(shè)備選擇退火工藝的。對(duì)于大型鍛件等間歇爐是必要的,而且對(duì)于少量特定零件或某一等級(jí)的鋼件、需要較長(zhǎng)退火周期的較復(fù)雜合金鋼件,該設(shè)備往往是首選,特定類型的間歇爐有臺(tái)車式如,箱式爐,罩式爐和井式護(hù),在罩式爐中退火可產(chǎn)生最好的球化效果(接近100%),然而,使用罩式爐退火時(shí)周期較長(zhǎng),根據(jù)退火材料等級(jí)和載荷尺寸不同退火周期為24-48h。連續(xù)爐,如輥棒爐,轉(zhuǎn)底爐,推桿爐,都是同一鋼號(hào)大量產(chǎn)品的理想退火設(shè)備,這些爐子可以設(shè)計(jì)成多個(gè)獨(dú)立區(qū)域,使得工件被連續(xù)不斷地加熱到指定溫度,在指定溫度下保溫,按要求的速度冷卻 。但是,連續(xù)爐一般不能達(dá)到完全球化的效果,也不能用于需要大變形量冷成形的產(chǎn)品。8.2 爐內(nèi)氣氛
使用空氣氣氛的電爐和使用燃燒產(chǎn)物氣氛的燃?xì)鉅t、不能通過控制完全避免鋼件的氧化。通常認(rèn)為在做清潔或光亮退火時(shí),只有使用獨(dú)立于燃料的氣氛才能獲得滿意的效果。使用可控氣氛可以避免退火過程中的過度氧化。可控氣氛的氣體和氣體混合物由待處理材料、處理溫度、零件表面要求決定。防止脫碳也是選擇退火氣氛時(shí)需要考慮的非常重要的因素。廣泛用于保護(hù)氣氛退火的氣體是放熱式氣體,這種氣體價(jià)格低廉,原料是現(xiàn)成的,而且獲得的效果比較令人滿意,碳?xì)漕悮怏w。如天然氣、丙烷, 丁烷和焦媒氣,一般在放熱式氣體發(fā)生器中燃燒,產(chǎn)生自維持、燃燒放熱反應(yīng),常用的放熱式混合氣氛(體積分?jǐn)?shù))包含 15%H2,10%CO, 5% CO2 , 1% CH4 和69%N2 , 這種氣體用于冷軋低碳鋼帶材的光亮退火。但用它處理中碳鋼和高碳鋼時(shí)會(huì)脫碳,因
為其含有二氧化碳和水蒸氣。毛坯或螺桿類的球化退火中的脫碳量需嚴(yán)格控制。只要爐子有良好的密封性,低露點(diǎn)的放熱式氣氛可防止鋼脫碳,許多熱處理設(shè)備供應(yīng)商為彌補(bǔ)爐子密封性問題,采用放熱式和吸熱式混合氣。根據(jù)待處理件含量不同,混合氣的混合比可以有所不同。使用這種混合氣時(shí)必須十分謹(jǐn)慎,因?yàn)闇囟鹊陀?60℃時(shí)吸熱式氣氛和空氣混合后會(huì)形成爆炸性氣體。
退火工序中普遍使用的其他氣氛包括吸熱式氣氛(基)類、氨分解氣和真空氣氛。在20世紀(jì)80年代熱處理設(shè)備供應(yīng)商更喜歡采用氮基氣氛。其中部分原因是天然氣和水成本的上升。氮?dú)饪膳c少量的添加物(如甲烷、丙烷、丙烯和一氧化碳)混合。
8.3 溫度均勻性
退火失敗的一個(gè)潛在原因是缺少爐內(nèi)溫度分布的知識(shí)。能夠一次處理20噸鋼件的退火爐并不罕見,在一些大型鍛造車間,有的工件質(zhì)量超過300噸 。爐子越大。保證溫度均勻性越難,在鋼的加熱或冷卻過程中改變溫度也越難,爐子的熱電偶可用于監(jiān)測(cè)空間內(nèi)上,下或載荷附近的溫度,但這溫度可能與鋼件本身的溫度相差30℃或更多,特別是當(dāng)鋼件裝在管子或盒子中,或棒材、帶材在靜態(tài)氣氛中密集裝爐的情況下。當(dāng)這些情況存在時(shí),在加熱和冷卻過程中應(yīng)該在棒材、鍛件、線圈等載荷中放置熱電偶監(jiān)測(cè)溫度分布,較好的操作是將熱電偶通過點(diǎn)焊焊接到工件上或?qū)犭娕挤胖迷诠ぜ你@孔中(嵌入式安裝)。退火過程中調(diào)整爐子參數(shù)時(shí)應(yīng)該參照這些熱電偶的顯示值,因?yàn)槭撬鼈兣c工件實(shí)際接觸,而不是爐內(nèi)熱電偶。8.4 負(fù)載均勻性
負(fù)載的均勻性受裝爐方式的影響很大。例如在多區(qū)輥棒爐中對(duì)成捆棒料進(jìn)行連續(xù)退火時(shí),棒料每捆密度和每捆直徑對(duì)整捆的溫度均勻性和爐子的產(chǎn)能有很大影響。如圖9 所示。成捆連續(xù)退火時(shí),中間棒料比表面棒料在加熱過程中的溫度較高些,在冷卻過程中溫度又偏低一些。此外,較高的每捆密度提高了整捆的熱傳導(dǎo)率,其結(jié)果是相對(duì)較低每捆密度而言,較高每捆密度的整捆心部棒料溫度更高,見圖9 a) 。有趣的是當(dāng)棒料打包成捆時(shí),由于接觸點(diǎn)和接觸熱阻的增加。固定捆扎直徑和體積的條件下隨棒料直徑降低,心部棒料溫度降低。這與我們直覺相反,因?yàn)樵谶B續(xù)爐中對(duì)單根棒料退火時(shí),隨著棒料直徑增加心部溫度會(huì)降低。心部溫度明顯影響心部棒料的退火硬度,見圖9 d) 。 實(shí)際生產(chǎn)中,為使設(shè)備產(chǎn)能最大化,可通過調(diào)整輥棒速度,每捆體積,每捆直徑來(lái)優(yōu)化操作。鋼板卷材退火過程中可觀察到載荷結(jié)構(gòu)的影響,圖10 a)表明了該現(xiàn)象。在鋼板卷材直徑固定的情況下,板材厚度的減小會(huì)導(dǎo)致與較低心部溫度的接觸點(diǎn)增加,進(jìn)行周期退火時(shí)需要更長(zhǎng)的退火周期。
由于非線性相變的影響,通過心部溫度控制的常規(guī)退火操作具有一定的欺騙性。例如鋁脫氧后的冷軋鋼板周期退火時(shí),由于沉淀,再結(jié)晶和晶粒長(zhǎng)大間復(fù)雜的相互作用,加熱速度對(duì)退火動(dòng)力學(xué)影響顯著,因此,可以通過降低加熱速度來(lái)增加退火動(dòng)力學(xué),從而提高爐子的產(chǎn)能,見圖10 b) 。這跟我們的直覺是相反的,因?yàn)橥ǔ<訜岫危ㄋ俣龋?duì)爐子而言是有一定限制的,在工業(yè)退火操作中有一種傾向是使得加熱速度最大化。負(fù)載配置的眾多可能性以及工業(yè)生產(chǎn)中調(diào)整相變動(dòng)力學(xué)的復(fù)雜相互作用可以通過對(duì)退火操作的數(shù)學(xué)建模進(jìn)行有效獲取,其結(jié)果是顯著改善質(zhì)量和提高爐子產(chǎn)能。a) 實(shí)際卷材直徑一定,板材厚度減少會(huì)b) 由于AIN沉淀、再結(jié)晶、晶粒長(zhǎng)大的強(qiáng)化退火動(dòng)力學(xué)9 板材和帶材的退火
按照加工材料的總重量數(shù)衡量,煉鋼廠軋制產(chǎn)品中的板材和帶材是退火應(yīng)用的典型代表。因?yàn)檫@種退火處理使得材料適合后續(xù)加工(例如額外的冷軋或制造成零件), 并且采用的溫度一般低于A1 點(diǎn),這樣的操作用更為專業(yè)的名詞亞溫退火和工序間退火描述更恰當(dāng),雖然常規(guī)做法是使用不做任何限制的退火。鋼板產(chǎn)品的退火一般都是大規(guī)模的周期退火或連續(xù)退火。在周期退火爐中裝載多種(4~5種)圓柱形冷軋鋼卷,每卷外圓直徑為Φ1.5~2.5m (4. 9~ 8. 2ft) , 內(nèi)孔直徑Φ為0.5~0.7m (1.6~2.30) , 寬度為1.0~1.4m (3. 3~4.60) , 質(zhì)量為15~30t, 堆放在一個(gè)有循環(huán)風(fēng)扇和冷卻系統(tǒng)的基礎(chǔ)平面上。鋼卷用導(dǎo)流板隔開,便于氣體循環(huán),放置在圓柱形鋼質(zhì)爐罩內(nèi),并在還原性氣氛中退,見圖11 a) 。在過去幾十年里,將純氮?dú)饣虻獨(dú)猓珰錃庥眉儦錃馓娲瑢?shí)現(xiàn)了將退火周期時(shí)間縮短了67%~75%, 這是因?yàn)闅錃獾臒醾鲗?dǎo)率是被替代氣體的7倍,氫氣的密度是被替代氣體的1/14倍,見圖11 b) 。周期退火中進(jìn)行緩慢加熱和冷卻,以確保退火冷卻沉淀的過程中所有的碳分解。這將獲得良好的塑性,但是因?yàn)殇摼淼耐獗砻婧蛢?nèi)孔的加熱(冷卻)過程存在差異,有時(shí)會(huì)出現(xiàn)不均勻現(xiàn)象。a) 周期退火爐原理 b) 冷軋鋼板周期退火溫度曲線相反,對(duì)于未卷曲的鋼板可在幾分鐘之內(nèi)通過兩階段式電爐的快速通道進(jìn)行連續(xù)退火,見圖12 a) 。在第一階段,迅速將鋼加熱到退火溫度,一般為675~850℃ (1250~1550℉), 高于A1 溫度并保溫 1min,達(dá)到再結(jié)晶并限制品粒長(zhǎng)大;在第二階段,將鋼逐漸冷卻,固溶碳化物自鐵素體相部分沉淀析出,或者以較高的初始冷卻速度獲得過飽和碳化物的鐵素體,見圖12 b) 。隨后的過時(shí)效階段增加了驅(qū)動(dòng)力并促進(jìn)了碳沉淀,防止退火鋼板的應(yīng)變時(shí)效。連續(xù)退火優(yōu)于傳統(tǒng)的周期退火,其優(yōu)點(diǎn)包括:改進(jìn)組織的均勻性、表面清潔度和外形,適合生產(chǎn)各種不同等級(jí)的鋼。
汽車用鋼板需要高成形性能和深沖性能,以及較高的厚向異性系數(shù) r 和高延展性。值為在縱向(L) 、橫向(T) 、兩個(gè)45° (A、B) 方向測(cè)量得到的壓延性的平均值,因此,=0. 25 (L+T+A45°+B45°) .另外,期望得到低強(qiáng)度和應(yīng)變時(shí)效指數(shù)。用熱軋鋼卷改制成冷軋板材和帶材的常用方法是:酸洗去除氧化層,然后冷軋至要求的尺寸。通過冷軋工序可將熱軋板厚度至少減少90%, 并且可以提高鋼材的硬度和強(qiáng)度,但同時(shí)也大大降低其塑性。如果后續(xù)需要進(jìn)行大量的冷加工,必須恢復(fù)鋼材的塑性。冷軋鋼的退火一般將大量拉長(zhǎng)的、冷加工后受壓變形的鐵素體轉(zhuǎn)變成再結(jié)晶鐵素體組織。圖13 所示,為退火對(duì)低碳冷軋鋼板顯微組織的影響。其中圖13 a)顯示冷軋鋼的未退火顯微組織,與之對(duì)比是圖13 b)、c)的部分再結(jié)晶顯微組織和完全退火顯微組織。在鋼的加熱期間,在退火周期保溫階段的第一段發(fā)生的第一個(gè)冶金過程是回復(fù)。在途一階段,內(nèi)部拉應(yīng)力得到緩解(盡管顯微組織細(xì)小的變化是顯而易見的), 塑性適當(dāng)增加,強(qiáng)度輕微降低。
當(dāng)退火繼續(xù)進(jìn)行,再結(jié)晶現(xiàn)象發(fā)生,自拉長(zhǎng)的晶粒中形成新的、更多的平衡鐵素體晶粒。在再結(jié)品期間,強(qiáng)度迅速降低,同時(shí)塑性增加。進(jìn)一步的保溫引起新形成晶粒的長(zhǎng)大并吞并其他晶粒,這稱為晶粒長(zhǎng)大,導(dǎo)致強(qiáng)度適當(dāng)降低,同時(shí)塑性少許增加(但常常很有意義)。大部分普通碳素鋼可進(jìn)行退火處理,但是為了促進(jìn)完全再結(jié)晶,必須注意防止晶粒過分長(zhǎng)大,因?yàn)檫@會(huì)導(dǎo)致成形件表面缺陷(如橘皮狀表面缺陷)。前面提到的冶金過程再結(jié)晶速度受化學(xué)成分和先前的退火影響。例如,少量的鋁、鈦、鈮、釩和鉬元素會(huì)降低再結(jié)晶速度,使得退火反應(yīng)遲鈍,從而需要更高的溫度或更長(zhǎng)的退火時(shí)間才能達(dá)到相同的效果。盡管有些元素通常是為改變鋼板的一些特性而刻意添加的,如鋁、鈦、鈮和釩,但也有一些可能是殘余元素(如鉬), 對(duì)退火的影響很大。相反,更多的冷加工(更大的冷收縮)會(huì)加快退火反應(yīng)。因此,不可能針對(duì)所有鋼材制訂單一的退火工藝,以獲得一組特定的力學(xué)性能,因?yàn)橥瑫r(shí)受到化學(xué)成分和冷加工量的影響。9.1 商用沖壓和深沖鋼
商業(yè)品質(zhì)的普通碳鋼是生產(chǎn)得最多的鋼,其適合小變形量成形。沖壓(DQ ) 鋼板可獲得更高的力學(xué)性能,限于有很大變形量的零件。特殊鎮(zhèn)靜沖壓鋼適合于大變形量成形生產(chǎn)。結(jié)構(gòu)鋼用于生產(chǎn)有指定的力學(xué)性能要求的零件,不同于前述三個(gè)等級(jí)的鋼。熱軋后的卷曲溫度和退火過程中的加熱速度顯著影響厚向異性系數(shù) r (可理解為各向異性),有別于周期退火和連續(xù)退火。要求的周期退火的卷曲和退火溫度分別小于600℃ (1100°F)和720℃ (1330°F) , 連續(xù)退火的卷曲和退火溫度分別大于700℃ (1290℉)和850℃ (1560°F)。連續(xù)退火過程中,較高的卷曲溫度可確保 AIN完全沉淀,使晶粒粗化并促進(jìn)[111]型結(jié)構(gòu)強(qiáng)化,獲得高的產(chǎn)值。相反,后續(xù)的周期退火過程中,較低的卷曲溫度會(huì)促進(jìn) AIN 沉淀,在緩慢加熱的過程中相互作用并阻礙再結(jié)晶動(dòng)力,從而獲得理想的具有[111] 型結(jié)構(gòu)的煎餅形晶粒結(jié)構(gòu)和更好的深沖性能。此外,降低碳和錳的含量將使值顯著增加。對(duì)于在連續(xù)退火過程中有害的 AIN 微粒阻礙晶粒長(zhǎng)大的現(xiàn)象可通添加硼來(lái)清除。可增加硼的添加量,直至硼氮比例達(dá)到理論配比水平,從而獲得較低的強(qiáng)度,而不必借助于高的熱軋卷溫度。然而,添加了硼的產(chǎn)品具有很低的厚向異性系數(shù)值。9.2 無(wú)間隙原子(IF ) 鋼
無(wú)間隙原子鋼就是適合深沖的薄鋼板。在 IF 鋼中,通過添加充分的碳化物/氮化物形成元素(通常是鈦或鈮),完全束縛碳和氮,從而消除間隙原子,再通過現(xiàn)代化的鋼鐵制造手段包括真空脫氣,可以將其降至小于5x10E-5%的水平。選擇微合金化添加物(鈦、鈮或鈦+鈮)和熱軋卷生產(chǎn)會(huì)影響再結(jié)晶溫度(即退火線上確保 100%再結(jié)晶的最低溫度)和產(chǎn)品性能。大冷軋量(約80% ) 鋼板采用偏高的卷曲溫度將會(huì)降低再結(jié)晶溫度,獲得優(yōu)良的沖壓性能。為了促進(jìn)晶粒長(zhǎng)大和獲得較高的后向異性系數(shù) r 值,優(yōu)先使用較高的退火溫度。退火后的冷卻速度不重要,也不需要過時(shí)效處理。因?yàn)橐陨线@些原因,IF 鋼是適合高成形性、連續(xù)退火、冷軋、熱浸鍍的理想鋼材。根據(jù)加工條件,IF 鋼的力學(xué)性能范圍如下:1) 屈服強(qiáng)度:130~170MPa (19~25ksi) .5) 可獲得高達(dá)300MPa (43ksi) 的屈服強(qiáng)度,其方法是通過固溶磷、錳或硅來(lái)進(jìn)行強(qiáng)化。9.3 烘烤硬化鋼
烘烤硬化是指在適當(dāng)?shù)目酒岷娓蓽囟龋?25~180℃, 即 260~355℉)下由于碳應(yīng)變時(shí)效導(dǎo)致屈服強(qiáng)度提高。烘烤硬化對(duì)抗拉強(qiáng)度基本沒有影響。普通碳鋼連續(xù)退火過程中,因?yàn)橹骼鋮s速度的微調(diào)作用和過時(shí)效溫度/時(shí)間確保環(huán)境應(yīng)變時(shí)效后充分活化,最終碳的固溶度被限制在約少于10ppm 。然而,這一水平的碳固溶度足夠?qū)崿F(xiàn)烘烤硬化[175℃(350°F)]×20min , 屈服強(qiáng)度的增幅達(dá)50MPa (5ksi) 。在雙相鋼中,馬氏體(體積分?jǐn)?shù)≤20%~30%) 抑制環(huán)境應(yīng)變時(shí)效。相應(yīng)地,更高碳固溶度和更高烘烤硬化的屈服強(qiáng)度都是可行的(≤90MPa或者13ksi) 。在IF 鋼中,如果滿足以下條件就可產(chǎn)生烘烤硬化,導(dǎo)致強(qiáng)度增加:1) 鈮或鈮+鈦元素,同時(shí)鈮-碳原子比≤1 。2) 連續(xù)退火線采用高溫退火溫度 [約850℃ (1560°F) ], 允許NbC部分脫溶沉淀。3) 退火后以≤20℃/s (35°F/s) 的速度快速冷卻另外,假如在熱浸鍍鋅線加工,在浸鍍溫度和近似200℃ (400℉)間必須快速冷卻,避免固溶碳如Fe3C沉淀。目前已公開報(bào)道的烘烤強(qiáng)化增幅是20~40MPa (3~6ksi) 。9.4 固溶強(qiáng)化鋼和微合金化高強(qiáng)度低合金鋼
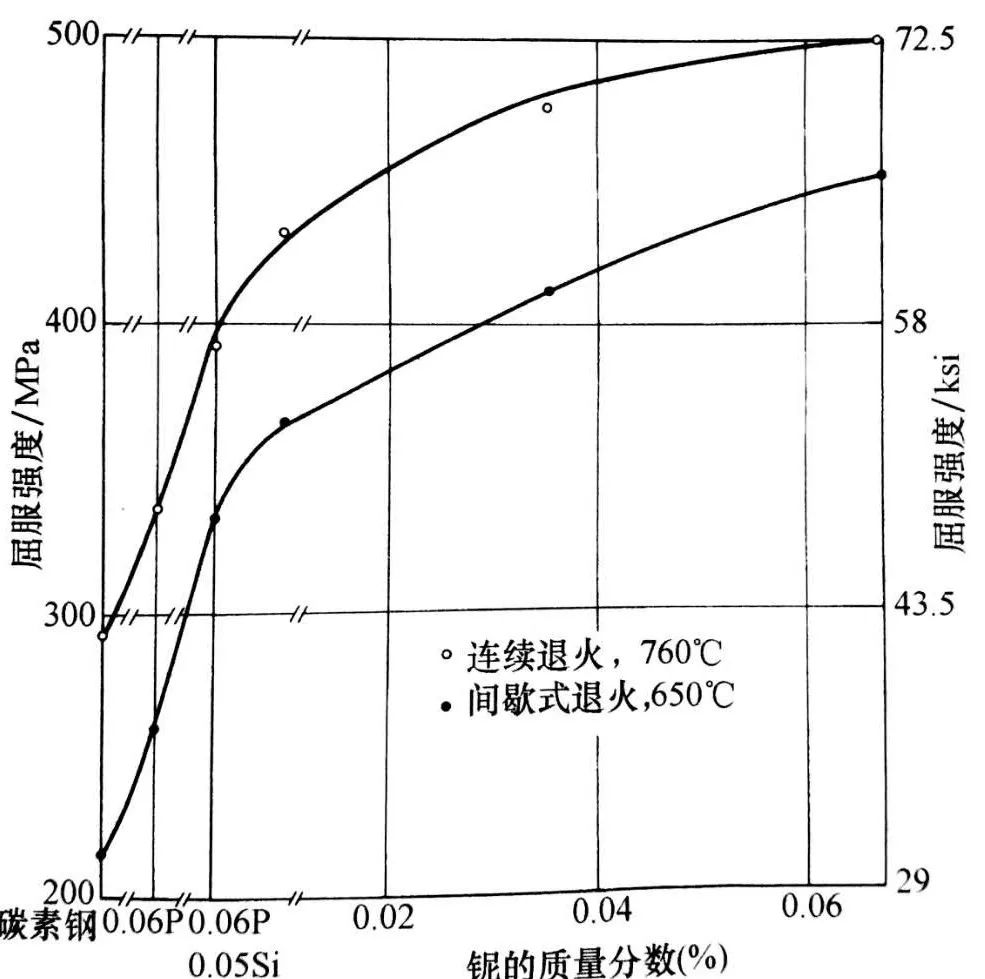
在固溶強(qiáng)化鋼中,錳、磷和/或硅等合金添加是為了通過固溶置換提高強(qiáng)度;每添加0.1%錳,強(qiáng)度近似增加3MPa (0.4ksi) ; 每添加0.01%磷,強(qiáng)度近似增加7MPa (1ksi) ; 每添加0.1%硅強(qiáng)度近似增加8.5MPPa (1.2ksi) 。無(wú)論鋼是周期退火或連續(xù)退火,這些元素的作用幾乎相同。連續(xù)退火時(shí),只需添加較少的合金元素即可達(dá)到要求的強(qiáng)度,其原因是存在較細(xì)的鐵素體晶粒。產(chǎn)生較細(xì)晶粒的原因:第一是非常快的加熱速度(對(duì)比周期退火), 導(dǎo)致更多的形核,產(chǎn)生較細(xì)的晶粒尺寸;第二是較短的保溫時(shí)間(≤1min) , 阻礙細(xì)的再結(jié)晶鐵素體晶粒長(zhǎng)大。連續(xù)退火溫度曲線用于生產(chǎn)固溶強(qiáng)化鋼,主要是再結(jié)晶退火以及隨后的過時(shí)效,像在DQ鋼或深沖鋼(IF鋼)中。在微合金化的高強(qiáng)度低合金(HSLA ) 鋼中,有微量的鈮、鈦或釩(一般優(yōu)先使用鈮), 通過沉淀強(qiáng)化和晶粒細(xì)化可獲得更高的強(qiáng)度。在連續(xù)退火工序, 微合金化的碳氮化合物顆粒能夠提供有效的沉淀強(qiáng)化,因?yàn)槎痰耐嘶饡r(shí)間可防止任何顆粒粗化。相反,周期退火時(shí)發(fā)生沉淀顆粒粗化,導(dǎo)致沉淀強(qiáng)化的強(qiáng)度顯著下降,盡管沉淀顆粒在某種程度上有阻礙晶粒長(zhǎng)大的作用。因此,針對(duì)相同的化學(xué)成分,采用連續(xù)退火可獲得更高的屈服強(qiáng)度(見圖14 ) 。▲圖14 高強(qiáng)度低合金鋼通過連續(xù)退火和周期退火固溶強(qiáng)化后獲得的強(qiáng)度等級(jí)對(duì)比
微合金化高強(qiáng)度低合金(HSLA ) 鋼對(duì)熱軋卷曲溫度比較敏感,應(yīng)優(yōu)先選用低的卷曲溫度,使沉淀強(qiáng)化達(dá)到最大值。HSLA 鋼連續(xù)退火的加熱曲線與固溶強(qiáng)化鋼相似。但是因?yàn)殁墶⑩仭⑩C組成的碳化物顆粒阻礙再結(jié)晶,HSLA鋼需要更高的退火溫度,以確保完全再結(jié)晶。使用固溶強(qiáng)化和微合金化方法是可行的,實(shí)際的屈服強(qiáng)度范圍為280~550MPa (40~80ksi) 。屈強(qiáng)比,即屈服強(qiáng)度與抗拉強(qiáng)度的比值,近似為0.8。與普通碳鋼很像,這些鋼也有烘烤硬化的特點(diǎn)。
9.5 雙相鋼
雙相鋼的非常獨(dú)特之處在于其連續(xù)變形的屈服行為,這是因?yàn)樵谒苄宰冃芜^程中馬氏體是位錯(cuò)的連續(xù)來(lái)源。大多數(shù)的其他低碳鋼變形過程中屈服強(qiáng)度上升,需要平整或溫軋?zhí)峁┪诲e(cuò)的根源使得連續(xù)屈服變形。在許多成形操作中不希望鋼有屈服點(diǎn),因?yàn)槌尚芜^程中會(huì)形成呂德斯(Luders) 帶(圖15 ) , 損害表面質(zhì)量。
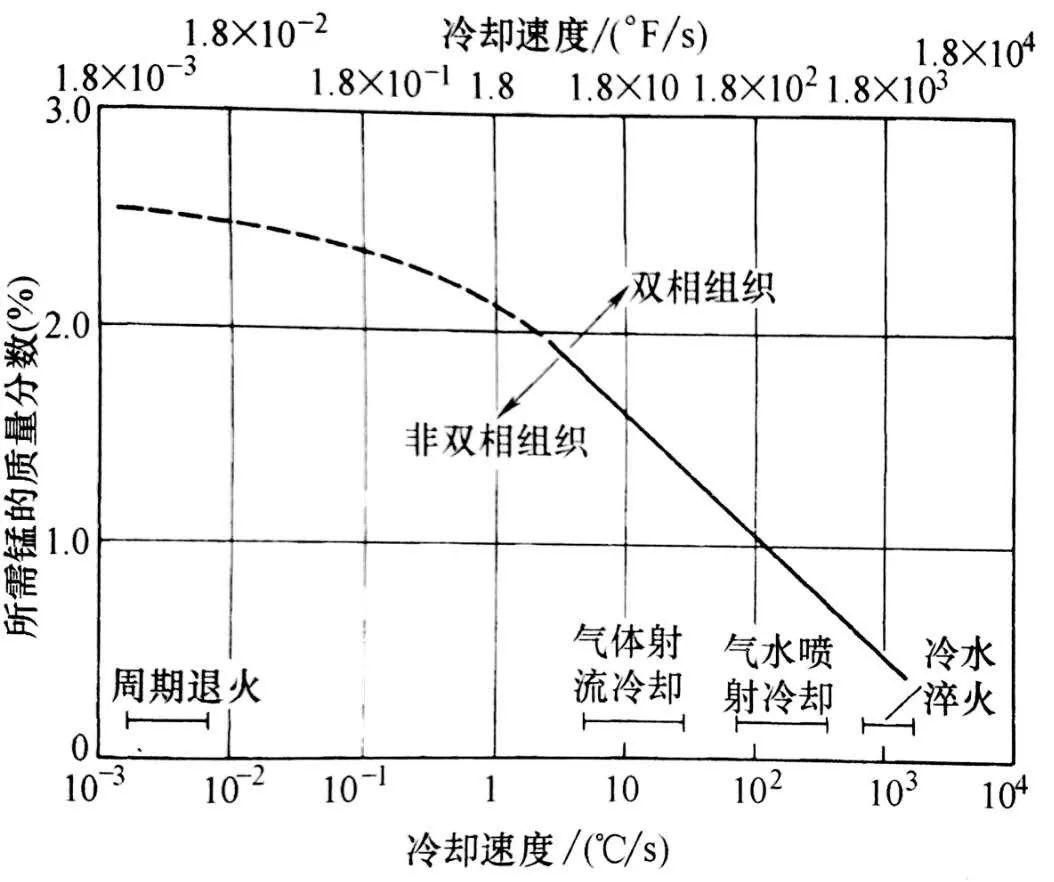
雙相鋼退火包括在亞溫區(qū)或兩相區(qū)域(鐵素體、奧氏體)加熱保溫,后續(xù)部分奧氏體轉(zhuǎn)變成馬氏休這些鋼中的馬氏體決定達(dá)到的高強(qiáng)度,特別是抗拉強(qiáng)度。為促進(jìn)奧氏體向馬氏體轉(zhuǎn)變,需要控制淬透性的臨界水平,其取決于冷卻速度。低淬透性鋼(降低鋼中錳元素或鉬、鉻元素的含量)可以承受較高的冷卻速度(圖16 ) 。這些鋼材一般在亞溫區(qū)進(jìn)行短期退火(一般<5min) 后續(xù)快速冷卻,其最終顯微組織是鐵素體基體上分布著體積分?jǐn)?shù)為10%~20%的馬氏體。連續(xù)退火工序非常適合生產(chǎn)雙相鋼板材。形成雙相鋼所需錳質(zhì)量分?jǐn)?shù)的影響連續(xù)退火線的亞溫退火溫度曲線決定了有很多種類型的雙相鋼。低淬透性鋼最經(jīng)濟(jì)的生產(chǎn)方式是自亞溫退火溫度直接水淬,緊接著進(jìn)行過時(shí)效處理,將馬氏體回火。對(duì)高淬透性雙相鋼(高的錳和鉬含量),可采用低溫氣淬生產(chǎn)并使用較低的過時(shí)效溫度,完全馬氏體鋼可以通過退火和水淬獲得。通常通過添加硼來(lái)促進(jìn)馬氏體轉(zhuǎn)變。
9.6 薄片鋼
薄片鋼與冷軋薄鋼板有別,其主要區(qū)別是前者更薄,板厚為0.13~0.38mm (0.005~0.015in)另外,為達(dá)到耐腐蝕的效果,往往需對(duì)薄片鋼鍍覆錫或鉻、氧化鉻涂層。用于生產(chǎn)單壓延鍍錫薄鋼板的生產(chǎn)工序流程與冷軋鋼板相似,也是包括酸洗、冷變形、退火、熱軋卷的表面軋光。二次壓延產(chǎn)品額外進(jìn)行30%~40%變形量的冷軋?jiān)偻嘶穑ㄟ@步代替表面軋光)。有成噸的薄片鋼采用周期退火,還有相當(dāng)大量的薄片鋼采用連續(xù)退火(當(dāng)前薄片鋼比薄板材更多采用連續(xù)退火)。
因?yàn)閭鹘y(tǒng)的薄片鋼生產(chǎn)設(shè)備是與板材生設(shè)備分開的,同時(shí)這些產(chǎn)品的應(yīng)用也與冷軋板有別,所以薄片鋼退火過程中獲得改進(jìn)的力學(xué)性能被單獨(dú)定義。表5 給出了一系列的狀態(tài)定義。
表5 薄片鋼產(chǎn)品狀態(tài)定義

傳統(tǒng)的馬口鐵(電鍍錫薄鋼板)連續(xù)退火線包括在650~700℃ (1200~1300℉)保溫,后續(xù)緩慢地噴氣冷卻[~10℃/s(20℉/s) ]至環(huán)境溫度。鋁脫氧普通碳鋼的T4 (洛氏硬度為61HR30T )和T5 (洛氏硬度為65HR30T ) 在這些線上生產(chǎn)。在連續(xù)退火線上進(jìn)行T2 (53HR30T )和T3 (57HR30T) 回火生產(chǎn)時(shí),有必要控制一些化學(xué)元素和進(jìn)行工藝改造。最佳碳的質(zhì)量分?jǐn)?shù)是0.02%~0.07%; 總的氮質(zhì)量分?jǐn)?shù)小于0.003%;熱卷溫度低于630℃ (1165℉), 防止因?yàn)榇执筇蓟锎嬖诙档湍臀g性。自700℃ (1300°F) 快速冷卻[40~70℃/s(70~125F/s)] , 隨后在400~ 450℃ (750~840℉)保溫60s過時(shí)效處理是必需的,可以降低溶解的碳濃度和硬度。此外,還可以借助高速噴氣冷卻系統(tǒng)達(dá)到快速冷卻。
增強(qiáng)表面清潔度可以改善硬度分布和耐蝕性,馬口鐵采用連續(xù)退火比周期退火更有優(yōu)勢(shì),可防止表面富含碳和錳導(dǎo)致的表面缺陷。
9.7 松卷退火
松卷退火在間歇爐中進(jìn)行,包括松開冷軋卷,使得連續(xù)的層之間存在自由空間,從而允許可控氣氛氣體進(jìn)入間隙,獲得比緊緊纏繞的卷更快、更均勻的加熱速度和冷卻速度。另外,控制氫含量和氣氛露點(diǎn),可以建立脫碳退火條件。鋼的碳含量可以降低至如搪瓷鋼和電工鋼的較低水平。要退火的卷在有一個(gè)垂直芯棒的轉(zhuǎn)盤上進(jìn)行。卷之間有開口,在每層之間插入一個(gè)扭曲的隔離墊片。退火過程中保留這些墊片,當(dāng)從爐內(nèi)取出鋼卷時(shí)再取走墊片。然后重新卷緊鋼卷,為硬化冷軋做準(zhǔn)備。10 鋼鍛件的退火
通常對(duì)鋼鍛件進(jìn)行退火的目的是利于后續(xù)的加工,一般是機(jī)加工或冷成形。退火的類型根據(jù)所涉及的由機(jī)加工和冷成形類型,加工量及材料類型等確定。對(duì)于一些工藝,要求必須是球化組織;而對(duì)于其他一些工藝,球化組織可能不是必需的甚至是不想要的。10.1 提高鍛件切削性能的退火
許多情況下,低碳鋼鍛件獲得適合切削加工的組織可通過如下工藝處理獲得:將鍛件直接移至保持適當(dāng)轉(zhuǎn)變溫度的爐內(nèi),并在該溫度下保溫足夠長(zhǎng)的時(shí)間,使得奧氏體完全轉(zhuǎn)變,然后在空氣中冷卻。在這一過程中,有效的奧氏體化溫度是終鍛溫度,不是始鍛溫度,這一過程能使得鍛件均勻的截面產(chǎn)生均勻、合理的顯微組織。然而,由于鍛件某些部位的冷卻速度比其他部位快,終鍛溫度的差異將導(dǎo)致顯微組織的不一致。這種熱處理工藝通常不會(huì)產(chǎn)生球化組織,除非是含有大量碳化物形成元素的高合金鋼。然而,如果片狀組織適合后續(xù)的加工,那么這一熱處理工藝因工序和處理時(shí)間的減少可使電電耗最小化和降低成本。許多情況下當(dāng)產(chǎn)品的后續(xù)加工需要更加均勻的硬度時(shí),對(duì)鍛件可進(jìn)行亞溫退火,加熱至低于Ae1 點(diǎn)10~20℃ (20~40°F) 之間,保溫足夠長(zhǎng)的時(shí)間(由需要軟化的程度決定), 然后在空氣(或等同介質(zhì))中冷卻。需要注意的是溫度必須低于Ae1 點(diǎn),防止形成奧氏體,并且還需要較低的冷卻速度。對(duì)含有或沒有顯著合金元素的高碳鋼鍛件,其適合高速切削加工的組織一般是球化組織。有時(shí)可將高碳鋼鍛件直接轉(zhuǎn)移至爐內(nèi)進(jìn)行轉(zhuǎn)變,作為退火的準(zhǔn)備步驟,同時(shí)這也是防止深度硬化鋼零件產(chǎn)生裂紋可能性的一種方法,但很難獲得令人滿意的性能。絕大多數(shù)的高碳鋼鍛件的退火是在間歇爐或連續(xù)推盤爐中進(jìn)行的。典型的間歇爐中 52100 鋼球化熱處理工藝如下:1) 在790℃ (1450℉)奧氏體化并保溫至少2h, 以17℃/h (30℉/s) 的冷卻速度冷至595℃(1100℉), 然后空冷。2) 在790℃ (1450°F) 奧氏體化并保溫至少2h, 快速 冷至750℃ (1380℉), 然后以6℃/h(10℉/s) 的冷卻速度冷至675℃ (1250℉), 然后空冷。3) 在790℃ (1450F) 奧氏體化并保溫至少2h, 快速冷至690℃ (1275℉), 然后在該溫度下保持16h進(jìn)行等溫轉(zhuǎn)變,然后空冷。在所有情況下,工件必須分布式擺放,以提高加熱和冷卻均勻性;爐膛內(nèi)必須輔助使用循環(huán)風(fēng)扇,從而獲得均勻的硬度和顯微組織。典型的鋼質(zhì)鍛件連續(xù)退火爐包括5~6個(gè)區(qū)。在下一部分將給出一具體球化退火處理的例子。10.2 進(jìn)行冷成形和再成形鍛件的退火
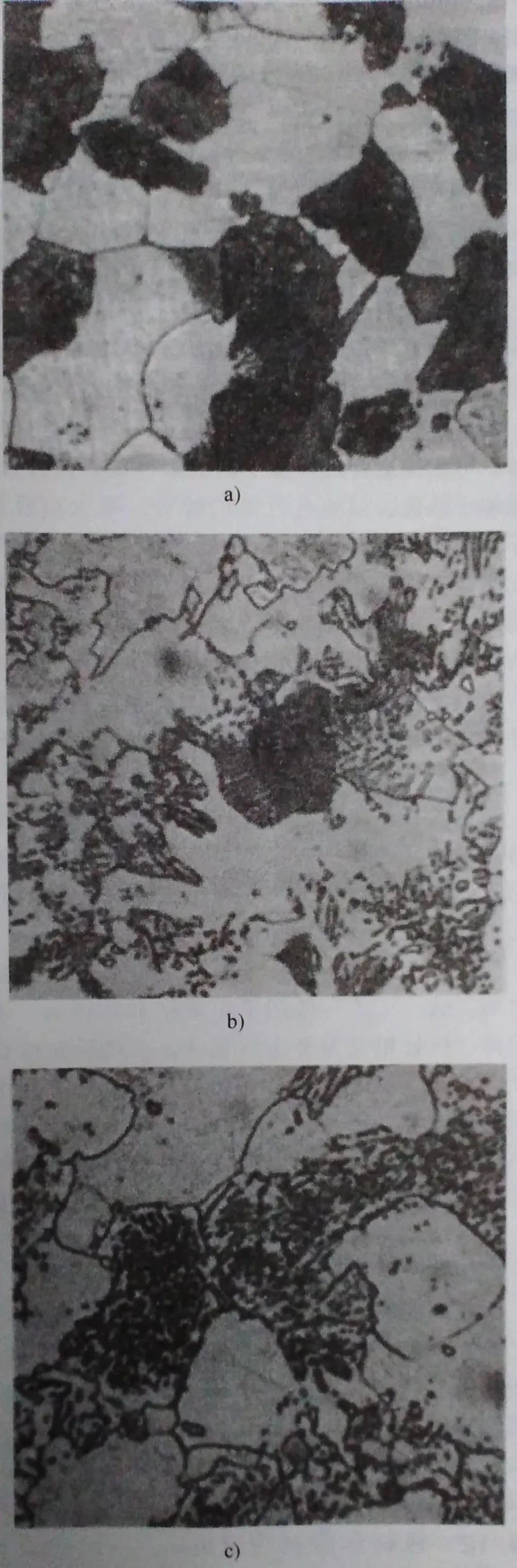
假如一鋼質(zhì)鍛件或毛坯需要進(jìn)一步的冷成形加工,則要軟化以加強(qiáng)其塑性成形性能。一般而言,使用這種退火工藝僅是成形工序的需要,也就是說(shuō)為了獲得滿意的尺寸、力學(xué)性能和刀具壽命,以及防止開裂和分層。雖然成功進(jìn)行了多次中間退火處理,但對(duì)那些具有球化顯微組織的零件,特別是高碳鋼零件,采用冷成形效果最好。在某工廠,5160 鋼和 52100 鋼在普通6區(qū)推盤爐成功進(jìn)行球化退火。在此熱處理工藝中,6個(gè)區(qū)的溫度分別是 750℃ (1380°F)、750℃(1380°F)、705℃(1300°F)、695℃(1280°F)、695℃(1280°F)和680℃ (1260°F) 。每區(qū)的停留時(shí)間是 150min。 處理后的 5160 鋼鍛件的硬度是 170~190HB, 52100 鋼鍛件的硬度是175~195HB, 兩個(gè)都適合冷沖壓和溫沖壓加工。在另一個(gè)冷成形工廠,15B35 鋼,見圖17 a) ,在連續(xù)式輥棒爐或罩式爐內(nèi)的工藝主要取決于冷鍛件操作的變形程度。連續(xù)爐是2區(qū)爐型,溫度分別為750℃ (1380°F) 和695℃ (1280℉), 在每區(qū)的退火時(shí)間為90~120min, 然后零件進(jìn)入一水冷冷卻床并在約260℃ (500℉)出爐,在這爐內(nèi)只能獲得部分球化組織(圖3-43b) .假如需要獲得接近完全球化組織,見圖17 c) , 可使用罩式爐。一典型退火周期是:4500kg (100001b) 的工件在760℃ (1400°F)保溫8h, 然后緩冷到675℃ (1250℉)然后快速冷卻。
a) 標(biāo)準(zhǔn)熱軋態(tài),顯微組織是塊
某一熱處理廠在罩式爐上采用改進(jìn)的工藝過程,即將 14000kg (31000lb) 的工件在765℃保溫24h, 爐冷至675℃ (1250℉),在該溫度保溫16h,然后快速冷卻。低碳鋼加熱至接近A1 然后按控制的速度冷卻至675℃ (1250°F) , 通過處理后通常能成功冷成形。在某工廠,5120 鋼在 745℃ (1375℉)退火1~2h后緩慢冷卻,已成功進(jìn)行冷成形。大量的1008、1513、1524、8620和8720鋼經(jīng)720℃ (1325°F) 保溫1~6h再緩慢冷卻的退火處理工藝后,正在進(jìn)行冷成形。成形變形程度、鋼種和零件的加工史,決定了退火類型。間歇爐、連續(xù)推盤爐、連續(xù)網(wǎng)帶爐成功用于低碳鋼的這些類型的退火工藝。任何零件中都有因冷成形或沖壓工序而產(chǎn)生的較大的應(yīng)力,因此應(yīng)該進(jìn)行某些去應(yīng)力的處理。去應(yīng)力處理一般是控制時(shí)間-溫度整個(gè)過程(周期),并使硬度輕微下降。這些退火過程一般時(shí)間為1h,溫度為425~675℃ (800~1250°F) 。10.3 退火獲得珠光體組織
對(duì)于鍛件,特別是普通碳鋼鍛件和合金高碳鋼鍛件,為便于后續(xù)工序,優(yōu)先選用等溫退火,對(duì)鋼而言就是感應(yīng)淬火。例如,細(xì)片狀珠光體組織中碳化物的分布為局部淬火優(yōu)化控制提供很好的準(zhǔn)備,可獲得一種合理的機(jī)加工核心結(jié)構(gòu)。
在間歇爐或連續(xù)爐中都可以進(jìn)行等溫退火,以獲得細(xì)片狀珠光體。但是,相對(duì)常規(guī)緩慢冷卻的退火而言,等溫退火需要更嚴(yán)格的溫度控制和均勻性,這是因?yàn)樾枰@得特別的顯微組織和硬度等級(jí)。在某工廠,連續(xù)式網(wǎng)帶爐用于 1070 鋼鍛件的等溫退火,鍛件在845℃ (1550℉)下均勻加熱30min, 冷卻到 675℃ (1250°F) 并保持20min, 然后快速冷卻,產(chǎn)生的顯微組織基本上是細(xì)片狀珠光體,硬度為19~228HBW 。硬度和組織可以通過調(diào)整轉(zhuǎn)變濕度來(lái)調(diào)整。
11 線材和棒材的退火
重要的條、棒、線材經(jīng)過熱處理后可以降低硬度,并為后續(xù)的冷加工或機(jī)加工做準(zhǔn)備,對(duì)于低碳鋼(碳的質(zhì)量分?jǐn)?shù)≤0. 20%) , 短時(shí)的亞溫退火可為后期的冷加工做好充分的準(zhǔn)備。鋼材如含較高碰和合金元素時(shí)則需要球化處理,以獲得最好的塑性,絕大多數(shù)的碳鋼和合金鋼盤料制品都能成功地球化處理。周期式退火時(shí),采用比常規(guī)退火更高的溫度[如650℃(1200℉)]是有好處的,因?yàn)檩^高的加熱溫度可降低工件后續(xù)加熱溫度在A1~A3之間溫度梯度。使用更高的溫度也可以提升鋼中碳化物的聚集,當(dāng)工件的溫度升高時(shí)可阻礙碳化物溶解進(jìn)奧氏體中。轉(zhuǎn)變完成時(shí)這些未溶解的碳化物比片狀組織有利于形成球化組織。
爐內(nèi)及工件的溫度分布是獲得良好的、一致的球化質(zhì)量的重要因素。在間歇爐和真空爐中溫度的分布和控制更嚴(yán)格,其可以處理的工件質(zhì)量高達(dá)27t , 而連續(xù)爐可以處理的工件質(zhì)量?jī)H900~1800kg , 可以從一個(gè)區(qū)向另一區(qū)轉(zhuǎn)移。在退火過程中測(cè)試熱電偶應(yīng)該放置在重要的工件上部、中間和底部。在球化處理中,冷卻時(shí)應(yīng)盡量減少形成珠光體,非常重要的是,確保整個(gè)載荷中不能有任何零件溫度接近A3點(diǎn)。相反,假如因?yàn)闊犭娕嫉膩y放使得溫度僅僅稍高于A1并且溫控不準(zhǔn)確,就有可能出現(xiàn)溫度低于A1點(diǎn)并且不能奧氏體化。
表6 給出了亞共析普通碳鋼球化退火后典型的力學(xué)性能。亞共析合金鋼片狀和球狀退火的推薦溫度和時(shí)間見前面的表3 。
▼表6 亞共析普通碳鋼球化退火后典型的力學(xué)性能

之前的冷加工可提高球化程度,并使材料塑性增加。例如,軋制狀態(tài)的 4037鋼球化退火后的抗拉強(qiáng)度近似為515MPa (75ksi) 。假如先拔制材料(20%變形量)。然后進(jìn)行球化退火(稱作工序間球化退火)。最終的抗拉強(qiáng)度近似為470MPa (68ksi) 。
盡管先前的冷加工促進(jìn)退火反應(yīng),但必須當(dāng)心的是對(duì)碳的質(zhì)量分?jǐn)?shù)為0.20%或更低的冷加工普通碳鋼進(jìn)行球化退火。除非采用至少 20%的收縮變形量,球化處理后會(huì)觀察到嚴(yán)重粗化的晶粒。這樣的晶粒粗化是特定鋼種應(yīng)變和退火溫度獨(dú)特的關(guān)鍵組合作用的結(jié)果,可能嚴(yán)重?fù)p害后續(xù)的性能。
在鋼絲行業(yè),各種各樣的工序間退火用于卷材,可獲得適合后續(xù)加工的成形性能、拉伸性能,或者這些性能的組合。某大型線材工廠稱當(dāng)前使用42種退火工藝,其中大部分是實(shí)際問題和性能優(yōu)化之間妥協(xié)的結(jié)果。例如,有時(shí)候使用的溫度低于這些溫度,使得鋼絲恰當(dāng)軟化并防止鋼絲卷材產(chǎn)生氧化皮(甚至在可控氣氛中也會(huì)發(fā)生氧化)。及時(shí)輕微氧化也會(huì)使鋼絲卷材纏繞并黏在一起,這將阻礙在后續(xù)操作過程中鋼絲的回收卷曲。
在鋼絲行業(yè),有些用來(lái)描述工序間退火的術(shù)語(yǔ)是通用的,而另外一些術(shù)語(yǔ)是由一些特定工廠內(nèi)發(fā)展而來(lái)的。這里不嘗試一一列出或定義所有的具體的工藝名稱。
在棒、線材行業(yè),派登脫處理退火方式是獨(dú)一無(wú)二的。這一工藝一般用于中碳鋼和高碳鋼。未卷曲的棒、線材相變?yōu)閵W氏體化狀態(tài),然后在熔化的介質(zhì)(一般是近似540℃ (1000℉)的熔融鉛浴)中自A3 點(diǎn)快速冷卻,保溫一段時(shí)間完全轉(zhuǎn)變成細(xì)珠光體組織。使用鹽浴和流態(tài)床都能達(dá)到該目的。這種處理大幅度提高后續(xù)冷拔變形量,能夠生產(chǎn)高強(qiáng)度鋼絲。如果需要可采用連續(xù)拔制和派登脫處理步驟,以獲得期望的尺寸和強(qiáng)度。
可在油加熱爐、燃?xì)鉅t、電爐中完成奧氏體化,也可在高溫鉛浴或鹽浴中進(jìn)行,或通過感應(yīng)加熱、直接電阻加熱。作為鉛浴淬火的替代方案,一般可以使用連續(xù)氣冷。對(duì)比鉛浴而言,氣冷的成本低,但會(huì)產(chǎn)生粗片狀珠光體和較多的先共析鐵素體,從拔制高強(qiáng)度鋼絲的角度考慮,這些組織是不可取的。12 板材和管材的退火
對(duì)板狀產(chǎn)品偶爾進(jìn)行退火,其目的是便于成形或切削加工。板材一般采用亞溫退火,而避免長(zhǎng)時(shí)間退火。對(duì)大板進(jìn)行退火時(shí)保持其足夠的平整度是個(gè)很大的難題。被稱為機(jī)械油管的管狀產(chǎn)品廣泛應(yīng)用于各種場(chǎng)合,其加工包含切削和成形加工。對(duì)于這些各種等級(jí)的鋼材產(chǎn)品面言,退火是一種常規(guī)處理。絕大多數(shù)的退火使用亞溫短時(shí)退火,從而將硬度降至期望的水平。高碳鋼如 52100, 一般進(jìn)行球化處理,便于切削加工。鋼管廠里的鋼管制品很少進(jìn)行退火,這些產(chǎn)品一般在軋制態(tài)、正火態(tài)或淬火與回火態(tài)使用。13 快速循環(huán)退火
整個(gè)退火過程由三段組成:加熱、保溫和冷卻。根據(jù)工件的尺寸和轉(zhuǎn)變的目的,可能有額外的保溫段。盡管現(xiàn)代化的可編程序控制器和在線控制系統(tǒng)有重大進(jìn)步,但是熱處理過程中最少段數(shù)并沒有變。在熱處理操作過程中,這些現(xiàn)代化的控制系統(tǒng)使得大量的控制段數(shù)得以實(shí)施。
現(xiàn)已證明,用可控制的循環(huán)段代替?zhèn)鹘y(tǒng)的等溫保溫段來(lái)加速動(dòng)力學(xué)轉(zhuǎn)變是可能的。在循環(huán)熱處理過程中,各種固態(tài)相變過程中已發(fā)現(xiàn)這種加速相變,包括再結(jié)晶、晶粒長(zhǎng)大,等溫淬火和鋼的球化。對(duì)比傳統(tǒng)的等溫工序,見圖18 a) 。循環(huán)工序的相變?cè)诤苷臏囟确秶鷥?nèi)進(jìn)行,溫度在高溫和低溫之間以可控的方式循環(huán),見圖18 b) 。循環(huán)熱處理過程中這種加速轉(zhuǎn)變的動(dòng)力學(xué)已作為一種新穎的方式降低了能源的消耗并增加了這些操作的產(chǎn)能。
▲圖16 常規(guī)的退火過程和循環(huán)退火過程
鋁脫氧鋼的循環(huán)退火過程中,晶粒長(zhǎng)大,退火在幅度為75~120℃ (250°F) 的兩溫度間進(jìn)行,溫度的變化頻率是5~20℃/min (10~35°F/min) 。對(duì)比最高溫度限制,循環(huán)退火加快了晶粒的長(zhǎng)大,可能減少了15%的退火時(shí)間,同時(shí)能源消耗降低20% 。
需要指出的是,在循環(huán)退火過程中,循環(huán)頻率都顯著影響轉(zhuǎn)變動(dòng)力學(xué)。另外,存在振幅和頻率最佳值,使得轉(zhuǎn)變速度達(dá)到最高值。冷軋鋼循買再結(jié)晶退火過程中,也可觀察到相似現(xiàn)象。在上述工作中,這些結(jié)果可在額外的非等溫組元速度方程的基礎(chǔ)上建模和解釋。
熱模擬試驗(yàn)機(jī)試驗(yàn)精確地研究了貝氏體轉(zhuǎn)變動(dòng)力學(xué),與傳統(tǒng)的等溫淬火相比,循環(huán)等溫淬火過程加速了轉(zhuǎn)變動(dòng)力,時(shí)間節(jié)約高達(dá)80% 。有人發(fā)現(xiàn)對(duì)中碳鋼采用約 Ac3 溫度的循環(huán)球化退火處理會(huì)加快球化速度。
循環(huán)處理過程加速的動(dòng)力歸功于加熱速度和溫度逆轉(zhuǎn)作用產(chǎn)生的非等溫轉(zhuǎn)變。可以假設(shè)的是在額外的熱激發(fā)作用下,循環(huán)退火過程中額外的非等溫激發(fā)對(duì)晶粒長(zhǎng)大是有效的,隨著加熱速度的提高其量值提高。然而在循環(huán)退火中這種加速已被建模,建模的基礎(chǔ)是非線性力驅(qū)動(dòng)的亞穩(wěn)定態(tài)下熱激活后逃脫的過阻尼布朗粒子。這將引起額外的非等溫組元,并按(約翰遜-梅爾-阿弗拉米-柯爾莫戈洛夫(Johnson-Mehl-Avrami-Kolmogorov) 動(dòng)力學(xué)模型中的速度常數(shù)進(jìn)行。假設(shè)中提到的額外非等溫激發(fā)在速率方程中是非等溫術(shù)語(yǔ)。
循環(huán)退火過程中加速的轉(zhuǎn)變動(dòng)力可以被有效地使用,其方法是在等溫溫度以下用可控的循環(huán)波動(dòng)溫度代替恒溫保溫。循環(huán)處理中加速的轉(zhuǎn)變動(dòng)力將縮短整個(gè)退火工藝周期,結(jié)果是提高了生產(chǎn)率,因?yàn)檎麄€(gè)工藝周期的縮短及爐內(nèi)溫度的降低實(shí)現(xiàn)了能源消耗的降低。在試驗(yàn)室條件下的循環(huán)退火優(yōu)勢(shì)被量化為:提高生產(chǎn)率10%~15%, 同時(shí)能源消耗降低15%~20%。必須指出的是循環(huán)退火工藝適合較小厚度和形狀的零件。例如,它很容易實(shí)現(xiàn)薄板和管材的連續(xù)退火。然而,因?yàn)楸诤窦玟撆鳌舨摹⒅苤芡嘶鸬木€材有熱惰性,熱(波動(dòng))周期可能不是十分有效。這項(xiàng)工作強(qiáng)調(diào)了非線性轉(zhuǎn)變動(dòng)力學(xué)的重要性。
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)















掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")